Сварочный процесс и чертеж — понятия неотделимые, особенно в профессиональной среде. Чтобы быть успешным сварщиком и профессионалом, важно уметь разбираться в соответствующих чертежах, требованиях ГОСТа и условных обозначениях.
Разберемся, как правильно читать чертежи сварки и в чем их особенность.
ГОСТы по сварочным чертежам
Варианты сварки и техпараметры соединений сварки на чертежах имеют вид специальных условных обозначений (УО), поясняющих эти варианты и характеристики. С наскоку такие УО сварки на чертежах понять практически нереально. Единственное, что помогает с ними бороться — ГОСТы.
Нужно скачать и изучить 3 стандарта:
Как читать условные обозначения сварки на чертежах
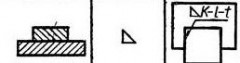
Для этого возьмем конкретный пример — как он выглядит в настоящем чертеже.

Неподготовленный глаз видит здесь непонятный набор букв, цифр и прочих загадочных знаков. Подготовленный — четкий и понятный алгоритм, который упрощает работу с чертежом.
Остановимся на каждом элементе отдельно:
- о — кружок в нашем случае обозначает, что шаг по замкнутой линии является круговым. А вообще здесь указывают, замкнутая это линия или монтажное соед-е. В последнем варианте — это флажок.
Односторонней стрелкой обозначают линию шва. Она же является и полкой, с размещенными на ней УО — как и в нашем варианте. Если шов находится с изнаночной стороны, то все обозначения пишут под полкой.
- ГОСТ 14771-76 — здесь указывают, каким стандартом руководствовались при использовании условных обозначений;
- Т3 — у нас тавровое соединение (обозначается буквой Т). На этом месте пишут тип соед-я и элементы его конструкции (буквенно-цифровая комбинация). В примере выше — тавровый двусторонний угловой шов без скоса кромок.
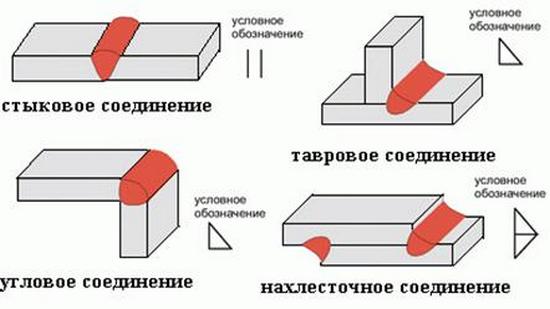
Соединения или швы еще бывают:
- стыковыми С — соединяются смежные торцы
- нахлесточными (Н) — поверхности сварки смещаются и одна перекрывает немного другую
- угловыми (У) — торцы заготовок свариваются под конкретным углом
- особыми (О) — способы, не предусмотренные ГОСТами.
- УП — способ сварки. У нас — дуговая сварка в углекислом газе.
К вариантам сварки также относят:
- автоматическую под флюсом (А) — подушки и подкладки отсутствуют
- предыдущий вариант с подушкой (Аф)
- в инертном газе вольфрамовым электродом без присадки (ИН)
- предыдущий вариант с присадкой (ИНп)
- в инертном газе с электродом, который плавится (ИП)
- предыдущий вариант только в углекислом газе (УП).
- ◺6 — описание типа и размеров элементов конструкции. В нашем примере сказано, что размер катета стыка равен 6 мм. Варианты соединения еще бывают и такими: одно- и двусторонними (SS и BS соответственно), видимыми и невидимыми (сплошная и пунктирная линии соответственно). Иногда используются нестандартные швы — в стандарте вы не найдете информации об их конструктивных размерах.
- 50 — цифра определяет длину непрерывного участка;
- Z — место отводится под характеристику соединения. У нас оно в шахматном виде;
- 100 — цифра описывает соед-е или его компоненты. В нашем случае — шаг со значением 100 мм.
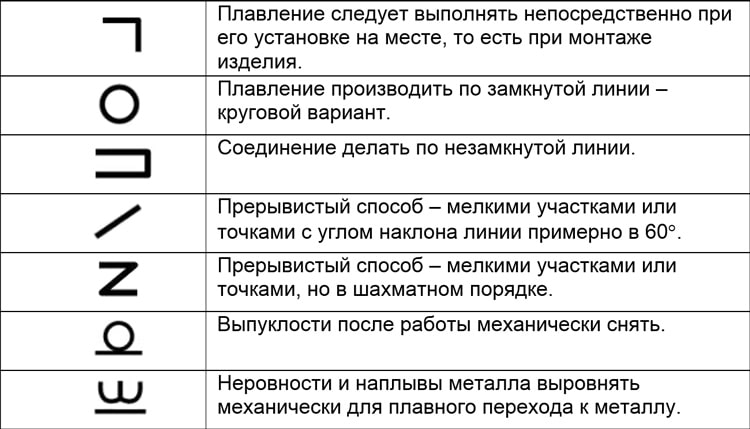
Последний значок в виде подчеркнутого кружочка означает, что поверхности стыка нужно выровнять.
В конце списка условных обозначений могут идти такие знаки:
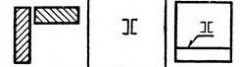
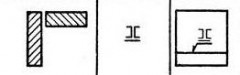
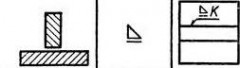
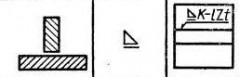
Изображение сварочных швов
Обозначить сварные швы на чертеже можно двумя типами линий: сплошная и штриховая (пунктирная). Первая применяется, если стыки наружные и видимые, вторая — если соединения не видны.
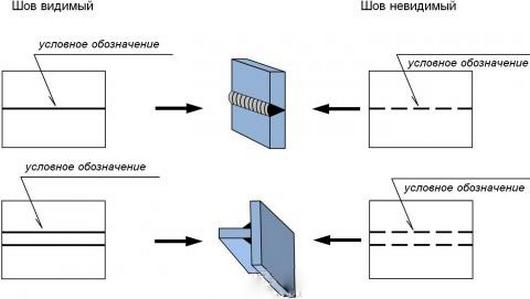
Обязательный элемент — выносная стрелка: она указывает, где расположен шов. От того, видимый стык или нет, зависит размещение условного обозначения. Для видимых швов — над стрелкой, для невидимых — под стрелкой.
Шов может быть многопроходным. Это происходит, когда стык осуществляется несколькими проходами, которые накладываются один на другой.
Что касается стыков соединения, то они бывают:
- односторонними (SS) — когда детали сваривают с одной стороны поверхности;
- двусторонними (BS) — когда средство нагрева по очереди перемещается от нижней поверхности к верхней. Корень стыкового шва в таком случае находится внутри сечения.
Важно выполнить разделку кромок. Это даст необходимую глубину при сваривании при помощи метода плавления. Технология сварки и толщина материала определяют все параметры кромок.
Посмотрите, какими могут быть разделы кромок.

Сварочные соединения бывают:
- точечными;
- сплошными;
- прерывистыми.
Конкретный вариант зависит от характера выполнения.
Прерывистый сварной шов может обозначаться:
- сплошной линией, если стыки видимые;
- штриховой линией, если стыки невидимые.
Точечная сварка обозначается на чертеже знаком +, состоящим из сплошных линий и не важен выбранный вариант сварки.
Как обозначаются стыки по типу выполнения
Все варианты обозначения вы можете увидеть в таблицах ниже.
Стыковые соединения
|
Характер стыков |
Без скосов |
Скос на одной кромке |
Скос на двух кромках |
Два симметричных скоса на обеих кромках |
|
Односторонний |
 |
 |
 |
|
|
Двусторонний |
 |
 |
 |
 |
|
Односторонние соединения с применением прокладки |
 |
Сварные швы углового типа
|
Характер шва |
Скос отсутствует |
|
Односторонний |
 |
|
Двухсторонний |
 |
|
Выполненный впритык односторонний |
 |
|
Выполненный впритык двусторонний |
 |
Сварные швы таврового типа
|
Характер соединения |
Без скоса |
|
Двусторонний обычный |
 |
|
Двусторонний в шахматном порядке |
 |
Стыки внахлест
|
Стыковое соединение |
Без скоса |
|
Двусторонний стык |
 |
|
Прерывистый сплошной шов |
 |
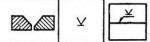
Варианты швов в зависимости от наружной поверхности
Какими будут механические и физические характеристики соединительного стыка — зависит от его формы. Если стыки имеют выпуклости, то они обрабатываются фрезой или абразивными кругами.
В таблице я показываю, какими бывают выпуклые стыки и каким образом обозначается сварное соединение на чертеже.
|
Типы соединений |
Стык |
Как изображается |
Характеристики |
|
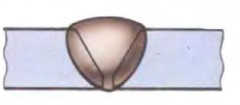
Нормальные |
 |
_________ |
Экономичны в процессе создания, устойчивы при постоянных нагрузках. |
|
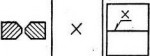
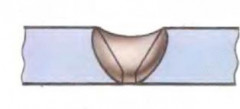
Вогнутые |
 |
 |
Лучше всего применять при динамичных нагрузках, легко выполняются. |
|
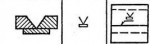
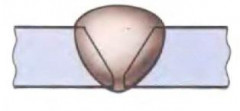
Выпуклые |
 |
 |
Подразумевают использование расходников, неэкономичны. |
Как можно снять кромку
Выбор конкретного способа снятия кромки зависит от толщины металла, используемого при сваривании.
Вот 4 способа:
- перпендикулярно, угол — 90 градусов. Толщина металла менее 8 мм (двусторонняя сварка), менее 3 мм (односторонняя сварка), от 4 до 8 мм (листы из стали);
- V-образно. Односторонний скос, толщина листов — 4-26 мм;
- X-образно. Двусторонний скос, толщина листов — 12-40 мм;
- острый угол. Уменьшается с 60 до 45 градусов, когда толщина листа достигает 20 мм и больше.
Важно обеспечить расстояние между кромками в 4 мм. Тогда швы качественными и высокопрочными.
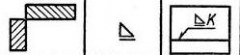
В качестве бонуса — пример выполнения двустороннего углового шва без скоса кромок с помощью автоматической дуговой сварки по замкнутой линии под флюсом.
Не нашли ответы на волнующие вопросы? Вам помогут опытные эксперты Studently.